1.特性
1)适用于图形电镀金属抗蚀层,如镀覆金、镍、锡铅合金,锡镍合金及锡的印制板的蚀刻。
2)蚀刻速率快,侧蚀小,溶铜能力高,蚀刻速率容易控制。
3)蚀刻液可以连续再生循环使用,成本低。
2.蚀刻过程中的主要化学反应
在氯化铜溶液中加入氨水,发生络合反应:
CuCl2+4NH3 →Cu(NH3)4Cl2
在蚀刻过程中,板面上的铜被[Cu(NH3)4]2+络离子氧化,其蚀刻反应如下:
Cu(NH3)4Cl2+Cu →2Cu(NH3)2Cl
所生成的[Cu(NH3)2]1+为Cu1+的络离子,不具有蚀刻能力。在有过量NH3和Cl-的情况下,能很快地被空气中的O2所氧化,生成具有蚀刻能力的[Cu(NH3)4]2+络离子,其再生反应如下:
2Cu(NH3)2Cl+2NH4Cl+2NH3+1/2 O2 →2Cu(NH3)4Cl2+H2O
从上述反应可看出,每蚀刻1克分子铜需要消耗2克分子氨和2克分子氯化铵。因此,在蚀刻过程中,随着铜的溶解,应不断补加氨水和氯化铵。
应用碱性蚀刻液进行蚀刻的典型工艺流程如下:
镀覆金属抗蚀层的印制板(金、镍、锡铅、锡、锡镍等镀层) →去膜→水洗→吹干→检查修板→碱性蚀刻→用不含Cu2+的补加液二次蚀刻→水洗→检查→浸亮(可选择) →水洗→吹干
3. 蚀刻液配方
蚀刻液配方有多种,1979年版的印制电路手册(Printed Circuits Handbook)中介绍的配方见表。
国外介绍的碱性蚀刻液配方
|
组份 |
1
|
2
|
3
|
|
NH3·H2O NH4Cl Cu2+ NaClO2 NH4HCO3 (NH4)3PO4 NH4NO3 |
3.0克分子/升 1.5-0 - 10.375 0-1.5 - 0-1.5
|
6.0克分子/升 5.0 2.0(仅起始液) - - 0.01 -
|
2-6克分子/升 1-4.0 0.1-0.6 - - 0.05-0.5 -
|
国内目前大多采用下列配方: CuCl2·2H2O 100~150g/l 、NH4Cl 100g/l 、NH3·H2O 670~700ml/12
配制后溶液PH值在9.6左右。溶液中各组份的作用如下:
NH3·H2O的作用是作为络合剂,使铜保持在溶液里。
NH4Cl的作用是能提高蚀刻速率、溶铜能力和溶液的稳定性。
(NH4)3PO4的作用是能保持抗蚀镀层及孔内清洁。
4.影响蚀刻速率的因素
蚀刻液中的Cu2+的浓度、PH值、氯化铵浓度以及蚀刻液的温度对蚀刻速率均有影响。掌握这些因素的影响才能控制溶液,使之始终保持恒定的最佳蚀刻状态,从而得到好的蚀刻质量。
Cu2+浓度的影响
因为Cu2+是氧化剂,所以Cu2+的浓度是影响蚀刻速率的主要因素。研究铜浓度与蚀刻速率的关系表明:在0-11盎司/加仑时,蚀刻时间长;在11-16盎司/加仑时,蚀刻速率较低,且溶液控制困难;在18-22盎司/加仑时,蚀刻速率高且溶液稳定;在22-30盎司/加仑时,溶液不稳定,趋向于产生沉淀。

注:1加仑(美制)=3.785升 1盎司= 28.35克1盎司/加仑=28.35/3.785=7.5G/1
在自动控制蚀刻系统中,铜浓度是用比重控制的。在印制板的蚀刻过程中,随着铜的不断溶解,溶液的比重不断升高,当比重超过一定值时,自动补加氯化铵和氨的水溶液,调整比重到合适的范围。一般比重控制在18~240Be’。
溶液PH值的影响
蚀刻液的PH值应保持在8.0~8.8之间。当PH值降到8.0以下时,一方面是对金属抗蚀层不利。另一方面,蚀刻液中的铜不能被完全络合成铜氨络离子,溶液要出现沉淀,并在槽底形成泥状沉淀。这些泥状沉淀能在加热器上结成硬皮,可能损坏加热器,还会堵塞泵和喷嘴,给蚀刻造成困难,如果溶液PH值过高,蚀刻液中氨过饱和,游离氨释放到大气中,导致环境污染。另一方面,溶液的PH值增大也会增大侧蚀的程度,而影响蚀刻的精度。
氯化铵含量的影响
通过蚀刻再生的化学反应可以看出:[Cu(NH3)2]1+的再生需要有过量的NH3和NH4Cl存在。如果溶液中缺乏NH4Cl,而使大量的[Cu(NH3)2]1+得不到再生,蚀刻速率就会降低,以至失去蚀刻能力。所以,氯化铵的含量对蚀刻速率影响很大。随着蚀刻的进行,要不断补加氯化铵。但是,溶液中Cl-含量过高会引起抗蚀层被浸蚀。一般蚀刻液中NH4Cl含量在150g/l左右。
温度的影响
蚀刻速率与温度有很大关系,蚀刻速率随着温度的升高而加快。
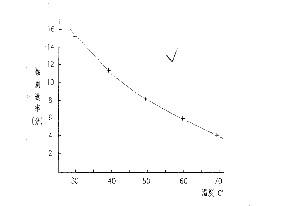
蚀刻液温度低于40℃,蚀刻速率很慢,而蚀刻速率过慢会增大侧蚀量,影响蚀刻质量。温度高于60℃,蚀刻速率明显增大。但NH3的挥发量也大大增加,导致污染环境并使蚀刻液中化学组份比例失调。故一般应控制在45℃~55℃为宜。
5. 蚀刻液的调整
自动控制调整
随着蚀刻的进行,蚀刻液中铜含量不断增加,比重逐渐升高,当蚀刻液中铜浓度达到一定高度时就要及时调整。在自动控制补加装置中,是利用比重控制器控制蚀刻液的比重。当比重升高时,自动排放比重过高的溶液,并添加新的补加液,使蚀刻液的比重调整到允许的范围。补加液要事先配制好,放入补加桶内,使补加桶的液面保持在一定的高度。
专卖的蚀刻盐品种很多,其补加液的配制方法大同小异。下面仅介绍一种:
华美CP21蚀刻盐补加液的配制方法
蚀刻盐 255g/l PH值 9.8 氨水(26%) 450ml/l 比重 1.03
水 450ml/l
人工调整
方法一:首先在蚀刻液冷却、静置情况下,取样分析清液中的铜浓度,然后根据分析结果,确定废液的排放量。排放量可按下式计算:
排放量=(分析值-规定值)/分析值 *总体积
式中:排放量-从蚀刻槽中排出废液的体积(l)
分析值-由化学分析得出的铜含量(g/l)
规定值-配方中规定的铜含量(g/l)
总体积-蚀刻槽中蚀刻液的体积(l)
原则上是排放多少体积的废液就补加多少体积的补加液。
方法二:上述1升补加液可蚀铜约150~165g铜。可统计生产中蚀刻铜的量,当达到这个范围时,放去20%之工作液,补充新的补加液到相同体积。
6. 蚀刻过程中常出现的问题
蚀刻速率降低
这个问题与许多因素有关。要检查蚀刻条件,例如:温度,喷淋压力,溶液比重、PH值和氯化铵的含量等,使之达到适宜的范围。
蚀刻溶液中出现沉淀
由于氨的含量过低(PH值降低),或用水稀释等原因造成的。溶液比重过大也会造成沉淀。
抗蚀镀层被浸蚀
蚀刻液PH值过低或Cl-含量过高造成的。
铜表面发黑,蚀刻不动
蚀刻液中NH4Cl的含量过低造成的。






 400-852-8880
400-852-8880




