PCB开短路测试(又称OPEN/SHORT 测试,O/S测试),主要是用于测试电子器件的连接情况,顾名思义,开短路测试就是测试开路与短路,具体点说就是测试一个电子器件应该连接的地方是否连接,如果没有连接上就是开路,如果不应该连接的地方连接了就是短路。为了避免电路短路,所以我们在设计生产方面,要更加注意,严防死守,杜绝短路发生。
电路板维修中,如果碰到公共电源短路的故障往往头大,因为很多器件都共用同一电源,每一个用此电源的器件都有短路的嫌疑,如果板上元件不多,采用“锄大地”的方式终归可以找到短路点,如果元件太多,“锄大地”能不能锄到状况就要靠运气了。
对付电路板上插件电容可以用斜口钳剪断一只脚(留心从中央剪断,不要齐根剪断或齐电路板剪断),插件IC可以将电源VCC脚剪断,当剪断某一个脚时短路消失,则某个芯片或电容短路。倘若是贴片IC,可将IC的电源脚用电烙铁熔化焊锡后翘起,使其离开VCC电源。调换短路元件后将剪断处或翘起处重新焊好即可。
另有一种比较快速的要领,但要用到特别的仪表:毫欧表。我们知道,线路板上的铜箔也是有电阻的,倘若PCB上铜箔厚度是35um,印制线宽1mm,则每10mm长,其电阻值为5mΩ左右,这么小的阻值,用平凡的万用表是测不出来的,用毫欧表则可以丈量。我们假设某一个元件短路,用平凡万用表测得都是0Ω,用毫欧表测得则大概是几十毫欧到 几百毫欧,我们将表笔恰好放在短路元件两脚上丈量时,得到的阻值肯定最小(由于倘若放在别的元件两脚上丈量时,得到的阻值还包括了电路板上铜箔走线的阻值),如许我们议决比较毫欧表的阻值差别,当测到某个元件(倘若是焊锡或铜箔有短路亦同此理)得到的阻值最小时,则该元件便是重点猜疑东西了。议决这种要领就可以快速找到障碍点。
PCB“线路短路”是各PCB生产厂家几乎每天都会遇到的问题,也是一个比较难解决的问题,此问题改善得好或坏,直接关系到生产成本的低或高,也关系到成品合格率的问题。
我们首先对造成PCB短路的主要原因分为以下几个方面(鱼骨图分析):
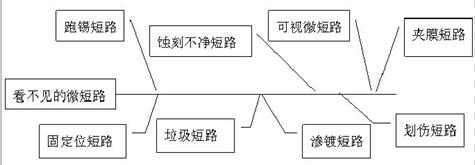
线路板短路原因
现将造成以上现象的原因分析和改善方法逐一列举如下:
改善方法:
蚀刻药水参数控制的好坏直接影响到蚀刻质量,目前我司使用的是碱性蚀刻液,具体分析如下:
整板电镀铜时电镀层厚薄不均匀,导致蚀刻不干净。
改善方法:
改善方法:
改善方法:
看不见的微短路对我司来说,是困扰最久也曾经是最难解决的问题,在测试出现问题的成品板中,50%左右是属于此类微短路的问题,其主要原因是线间距内存在着肉眼无法看见的金属丝或金属颗粒。

2025-04-08

2025-03-26

2025-03-19

2025-02-26
2024-03-14
24H服务热线:
 400-852-8880
400-852-8880
售后投诉:0755-23300943 / 19967322972
售后邮箱:tousu@jdbpcb.com
商务邮箱:service.pcb@jdbpcb.com
总裁邮箱:ceo@jdbpcb.com

抖音视频号

微信公众号

VR视频验厂
 800026481
800026481
